Литейное производство
СЕРГЕЙ ГЛЕБОВ
СЕРГЕЙ ГЛЕБОВ
Низкотемпературная формовка
Низкотемпературная формовка (НТФ) - способ изготовления керамических литейных форм и стержней замораживаним водных вяжущих суспензий (шликеров)
Предыстория. Литьё по ледяным моделям
В Центральном научно-исследовательском институте материалов (ЦНИИМ), в 1986 году), была проведена поисковая НИР на тему «Изыскание способа изготовления мелкого литья повышенной точности в разовых песчаных формах по ледяным выплавляемым моделям». В формулировке цели работы было обозначено условие по возможности применения роторно-конвейерного принципа автоматизации при изготовлении отливок.
В результате разработан принципиально новый технологический процесс изготовления отливок по ледяным выплавляемым моделям в разовых песчаных формах, полученных способом вакуумной формовки, включающий операции изготовления ледяных моделей, формирование на них противопригарного покрытия, изготовления литейных форм и удаления моделей.
По результатам исследований кинетики формирования корки льда при различных тепловых условиях, адгезии льда к материалам модельной оснастки при различных температурах и прочности льда были определены оптимальные параметры технологии изготовления ледяных моделей.
Разработан состав, способ и параметры нанесения противопригарного покрытия на ледяные модели. Определены оптимальные условия удаления ледяных моделей из форм, изготовленных вакуумной формовкой, обусловленных газопроницаемостью противопригарного покрытия и скоростью фильтрации воды через покрытие.
В заключение было рекомендовано продолжить работы созданием образцов опытного оборудования, в первую очередь для изготовления ледяных моделей.
При дальнейшем изучении возможных способов изготовления литейных форм по ледяным моделям было найдено другое, более эффективное решение и по условиям применения роторно-конвейерного принципа автоматизации, и по качеству отливок. В дальнейшем это решение получило самостоятельное развитие, как способ изготовления форм и стержней по постоянным моделям – низкотемпературная формовка.
В Центральном научно-исследовательском институте материалов (ЦНИИМ), в 1986 году), была проведена поисковая НИР на тему «Изыскание способа изготовления мелкого литья повышенной точности в разовых песчаных формах по ледяным выплавляемым моделям». В формулировке цели работы было обозначено условие по возможности применения роторно-конвейерного принципа автоматизации при изготовлении отливок.
В результате разработан принципиально новый технологический процесс изготовления отливок по ледяным выплавляемым моделям в разовых песчаных формах, полученных способом вакуумной формовки, включающий операции изготовления ледяных моделей, формирование на них противопригарного покрытия, изготовления литейных форм и удаления моделей.
По результатам исследований кинетики формирования корки льда при различных тепловых условиях, адгезии льда к материалам модельной оснастки при различных температурах и прочности льда были определены оптимальные параметры технологии изготовления ледяных моделей.
Разработан состав, способ и параметры нанесения противопригарного покрытия на ледяные модели. Определены оптимальные условия удаления ледяных моделей из форм, изготовленных вакуумной формовкой, обусловленных газопроницаемостью противопригарного покрытия и скоростью фильтрации воды через покрытие.
В заключение было рекомендовано продолжить работы созданием образцов опытного оборудования, в первую очередь для изготовления ледяных моделей.
При дальнейшем изучении возможных способов изготовления литейных форм по ледяным моделям было найдено другое, более эффективное решение и по условиям применения роторно-конвейерного принципа автоматизации, и по качеству отливок. В дальнейшем это решение получило самостоятельное развитие, как способ изготовления форм и стержней по постоянным моделям – низкотемпературная формовка.
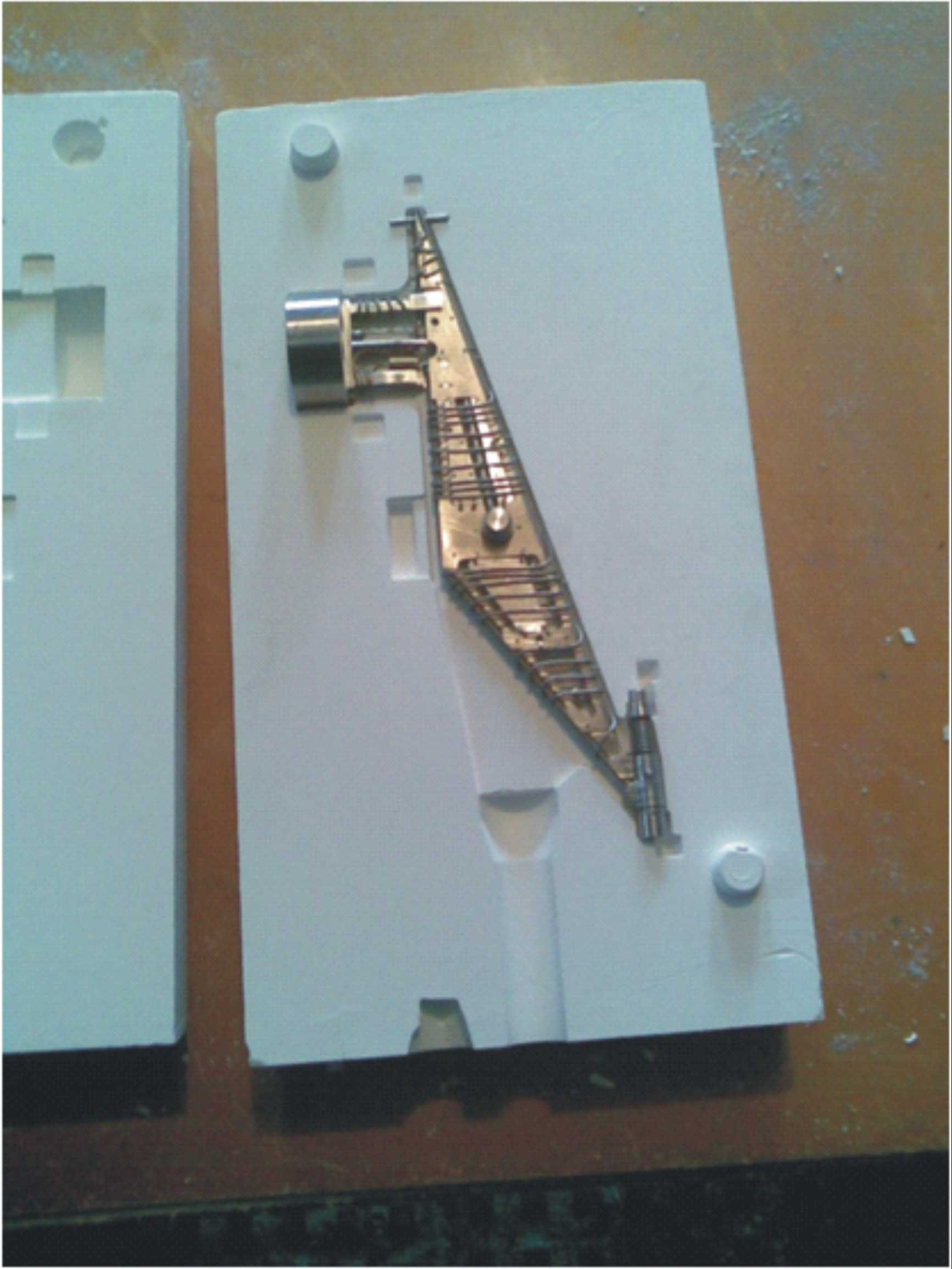
Ледяная модель Рама затвора

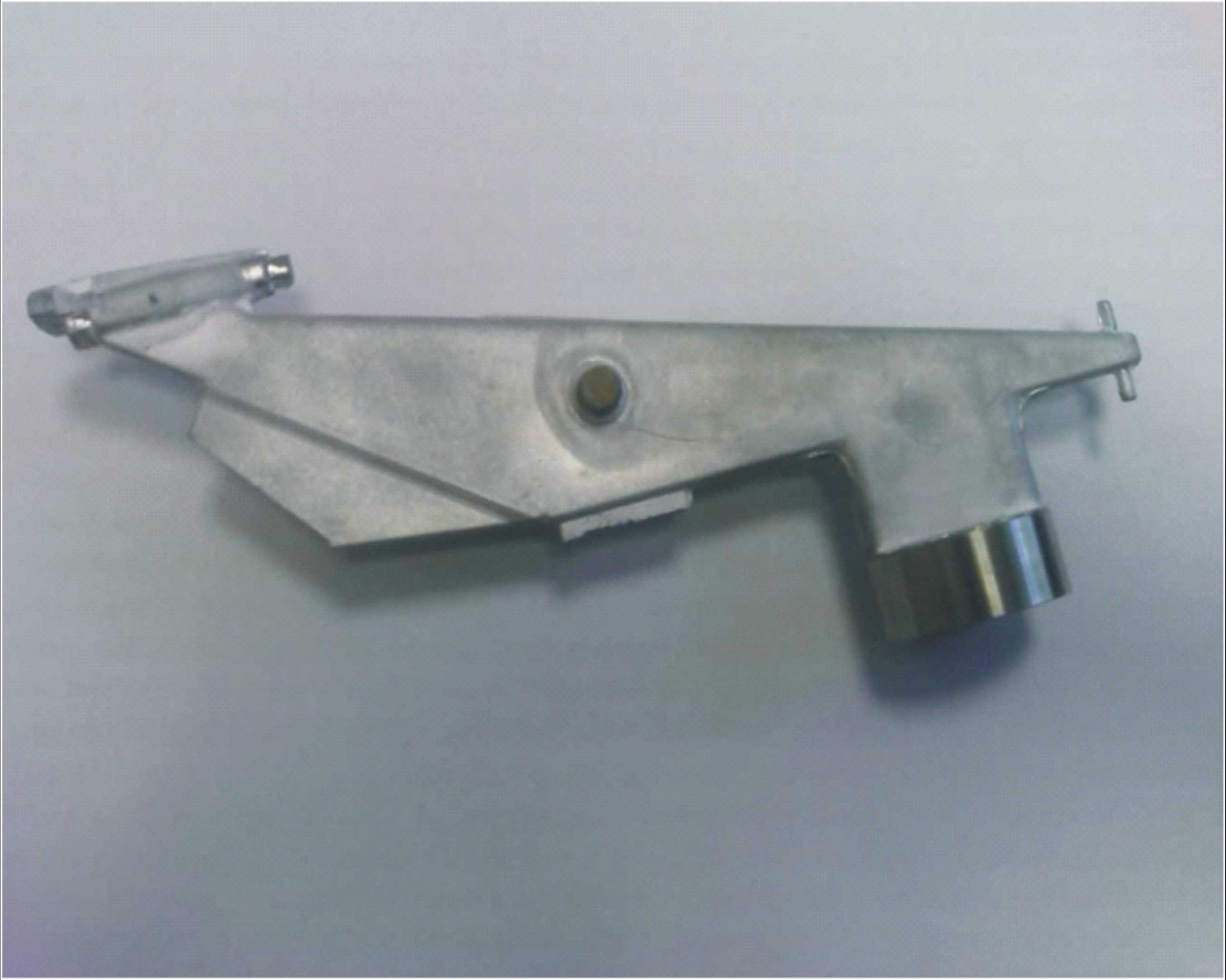
Отливка Рама затвора
Способ основан на свойстве некоторых гидрозолей окислов металлов необратимо коагулировать при охлаждении ниже точки замерзания. Факт коагуляции водных растворов коллоидного кремнезема при замораживании был описан еще в 1889 году Н. Любавиным. При этом отмечалось, что коагуляция может носить необратимый характер [Любавин Н. Журнал русского физико-химического общества// 1889.- № 21- С.397-406.].
Низкотемпературная формовка (НТФ – процесс) включает небольшое число простых по движениям технологических операций (рис. 1).
Приготовление суспензии смешиванием пылевидного огнеупорного наполнителя с гидрозолем в быстроходных лопастных смесителях (1500…2000 об/мин) или мокрым помолом в шаровой мельнице. Наиболее технологичными для производства литейных форм и стержней являются вяжущие суспензии с гидрозолем двуокиси кремния. В качестве огнеупорного материала могут применяться пылевидный кварц, прозрачный и непрозрачный плавленый кварц, корунд, циркон и др. Однако возможно изготовление изделий из суспензий без присутствия кремнезема. По НТФ-процессу получены изделия из корундовой керамики и диоксида циркония.
Низкотемпературная формовка (НТФ – процесс) включает небольшое число простых по движениям технологических операций (рис. 1).
Приготовление суспензии смешиванием пылевидного огнеупорного наполнителя с гидрозолем в быстроходных лопастных смесителях (1500…2000 об/мин) или мокрым помолом в шаровой мельнице. Наиболее технологичными для производства литейных форм и стержней являются вяжущие суспензии с гидрозолем двуокиси кремния. В качестве огнеупорного материала могут применяться пылевидный кварц, прозрачный и непрозрачный плавленый кварц, корунд, циркон и др. Однако возможно изготовление изделий из суспензий без присутствия кремнезема. По НТФ-процессу получены изделия из корундовой керамики и диоксида циркония.
Рисунок 1. Схема НТФ-процесса
Замораживание суспензии в контакте с охлаждаемой формообразующей модельной или стержневой оснасткой. Формирование твердой корки при замораживании суспензий происходит в направлении перпендикулярном поверхности теплоотвода. По расположению охлаждаемых поверхностей и по направлению замораживания (роста твердой корки) модельную оснастку для низкотемпературной формовки можно представить следующим образом (рис.2).
Вариант 1.
Охлаждаемой является одна формообразующая поверхность (рис.2а). Намораживание ведут со стороны модели. Толщина корки зависит от интенсивности теплоотвода к охлаждаемой поверхности (модели) и продолжительности намораживания. Охлаждаемая поверхность оснастки металлическая, обладающая хорошей теплопроводностью, предпочтительно алюминиевая.
Вариант 2.
Охлаждаемой является одна поверхность – противоположная формообразующей (рис.2б). Намораживание ведут в сторону модели. Промораживают весь объем суспензии между охлаждаемой поверхностью оснастки и формообразующей. В данном варианте, для изготовления модели допускается применение неметаллических материалов (пластинки, силикон и т.п.).
Вариант 3.
Охлаждаемыми являются формообразующая и противоположная поверхности (рис.2в). Промораживают весь объем суспензии. Модельная оснастка полностью металлическая.
Вариант 1.
Охлаждаемой является одна формообразующая поверхность (рис.2а). Намораживание ведут со стороны модели. Толщина корки зависит от интенсивности теплоотвода к охлаждаемой поверхности (модели) и продолжительности намораживания. Охлаждаемая поверхность оснастки металлическая, обладающая хорошей теплопроводностью, предпочтительно алюминиевая.
Вариант 2.
Охлаждаемой является одна поверхность – противоположная формообразующей (рис.2б). Намораживание ведут в сторону модели. Промораживают весь объем суспензии между охлаждаемой поверхностью оснастки и формообразующей. В данном варианте, для изготовления модели допускается применение неметаллических материалов (пластинки, силикон и т.п.).
Вариант 3.
Охлаждаемыми являются формообразующая и противоположная поверхности (рис.2в). Промораживают весь объем суспензии. Модельная оснастка полностью металлическая.
Рисунок 2. Принципиальные схемы модельной оснастки
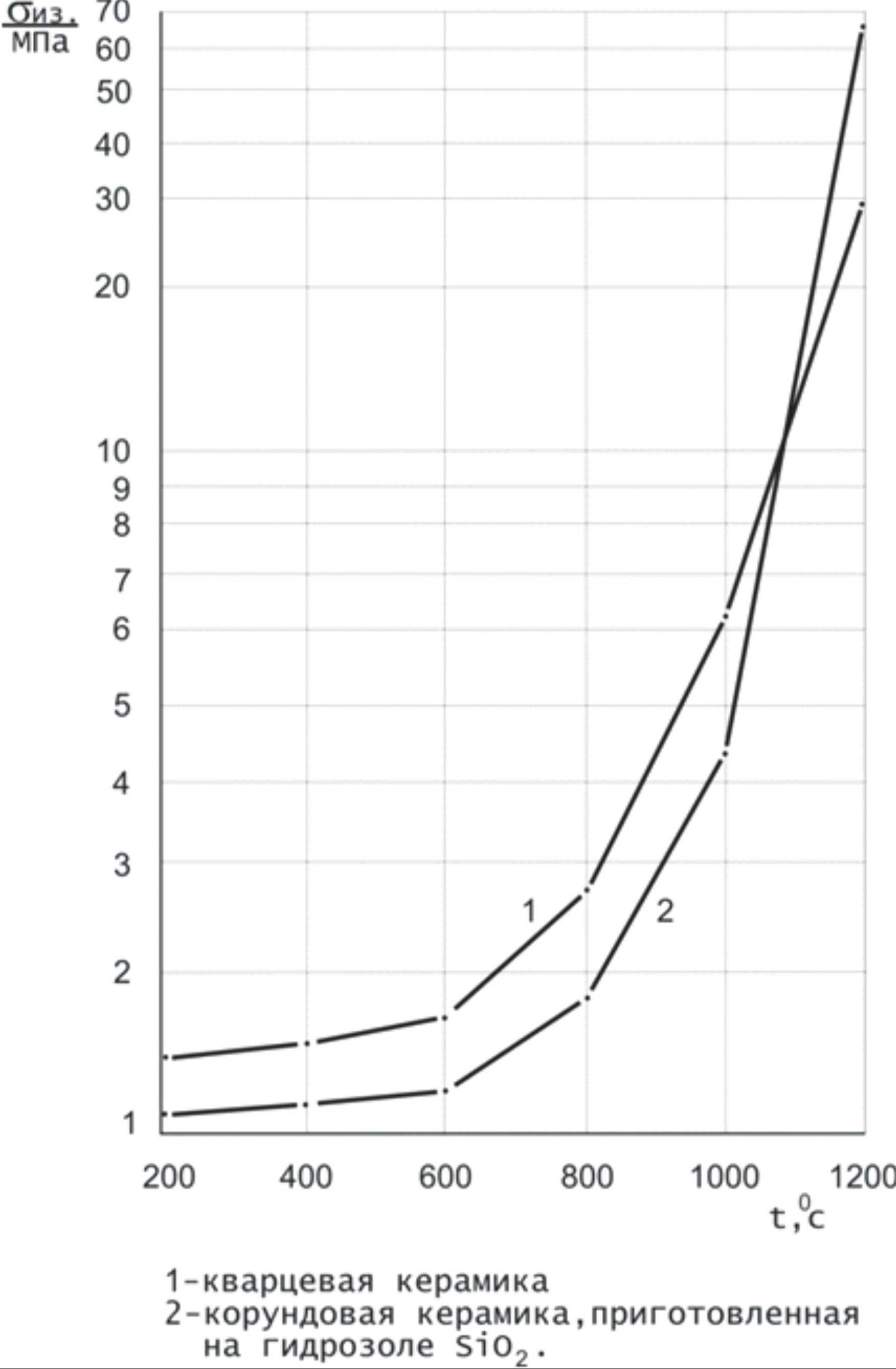
Сушку и обжиг замороженного полуфабриката после отделения от оснастки для придания материалу требуемых прочностных свойств, которые зависят, главным образом, от влажности исходной суспензии (рис. 3) и температуры обжига (рис. 4).
Благодаря универсальности в применении огнеупорных материалов, возможности управления прочностными свойствами керамики, низкотемпературная формовка удовлетворяет условиям производства отливок практически из любых марок литейных сплавов. Например, прочность форм при испытании на изгиб может изменяться в пределах 0,8…20,0 МПа для кислой кварцевой керамики и 0,2…70 МПа – для амфотерной корундовой.
Благодаря универсальности в применении огнеупорных материалов, возможности управления прочностными свойствами керамики, низкотемпературная формовка удовлетворяет условиям производства отливок практически из любых марок литейных сплавов. Например, прочность форм при испытании на изгиб может изменяться в пределах 0,8…20,0 МПа для кислой кварцевой керамики и 0,2…70 МПа – для амфотерной корундовой.
Рисунок 3. Зависимость прочности керамики от содержания воды в суспензии
Рисунок 4. Зависимость прочности керамики от температуры обжига
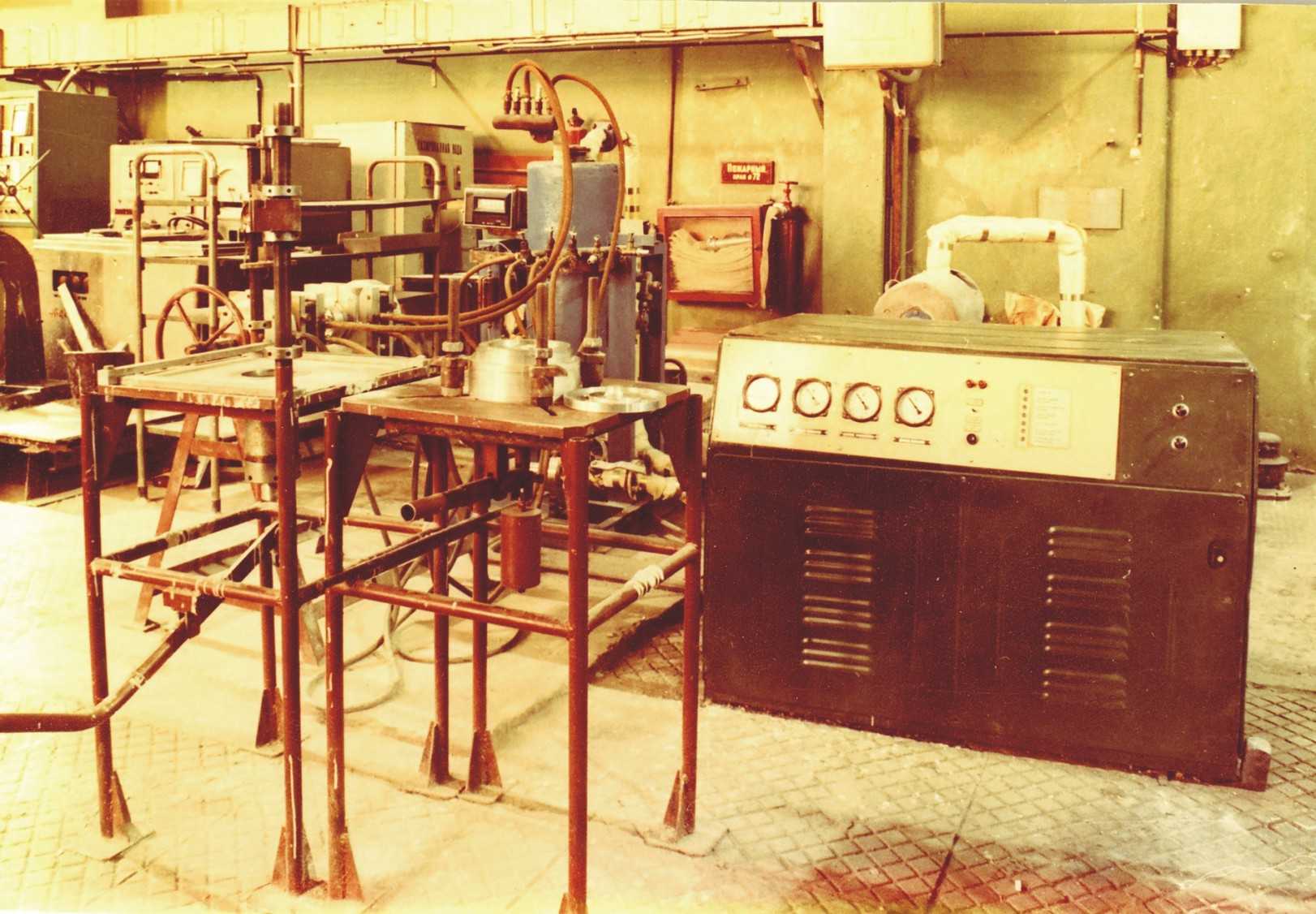
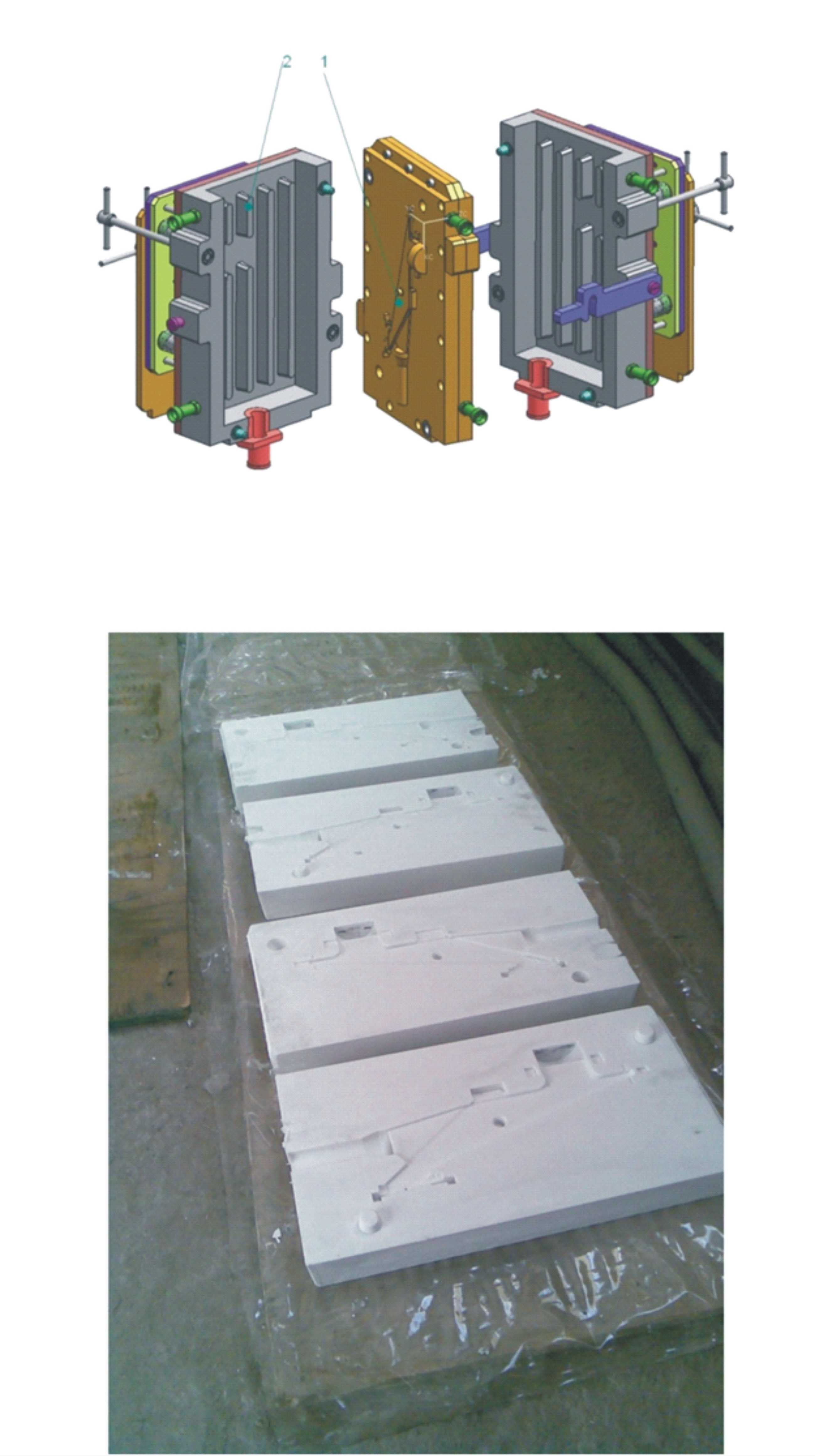
Низкотемпературная формовка прошла стадии НИР и ОКР в лабораторных условиях и в условиях опытного производства (рис. 5) Центрального научно-исследовательского института материалов и ЗАО «ЦНИИМ-Инвест».
Рисунок 5. Опытное оборудование для изготовления форм и стержней (ЦНИИМ)
В опытно-экспериментальном производстве изготавливали по заказам различных предприятий партии литых заготовок рабочих колес и направляющих аппаратов для центробежных насосов, рабочие колеса компрессоров, вентилируемые тормозные диски из углеродистых и легированных марок стали, чугуна различных марок, алюминиевых сплавов. Корундовые формы были опробованы при литье титановых сплавов.
При выпуске различных типов отливок изучены возможности применения технологии в производствах с различной серийностью, отработаны технологические методы и приемы, параметры процессов и специального оборудования. Изучено качество отливок в отношении размерной точности и шероховатости поверхности, которые характеризуются 5…6 кл. по ГОСТ 53464- и значениями Ra 1,2…3,2 мкм соответственно.
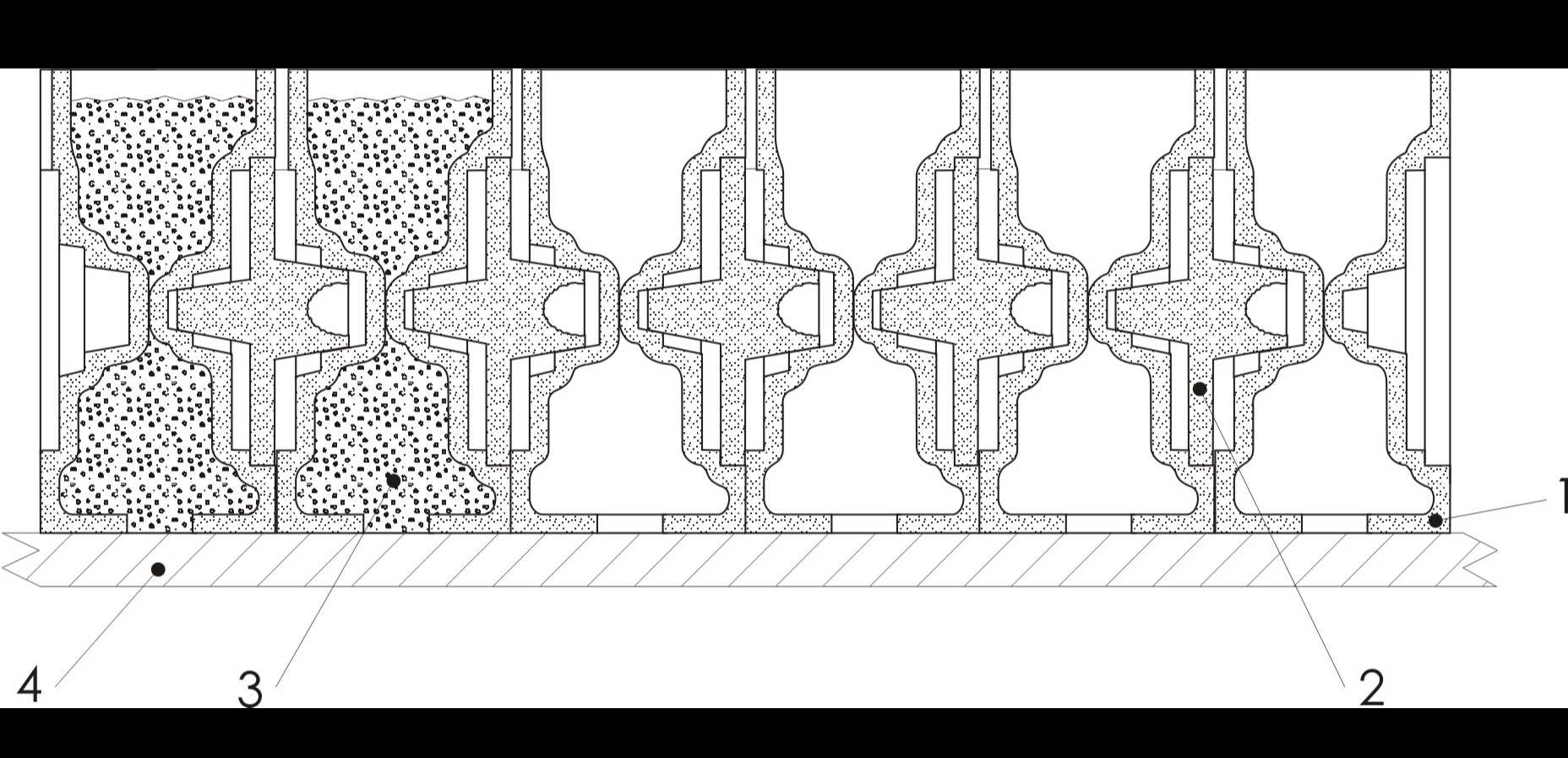
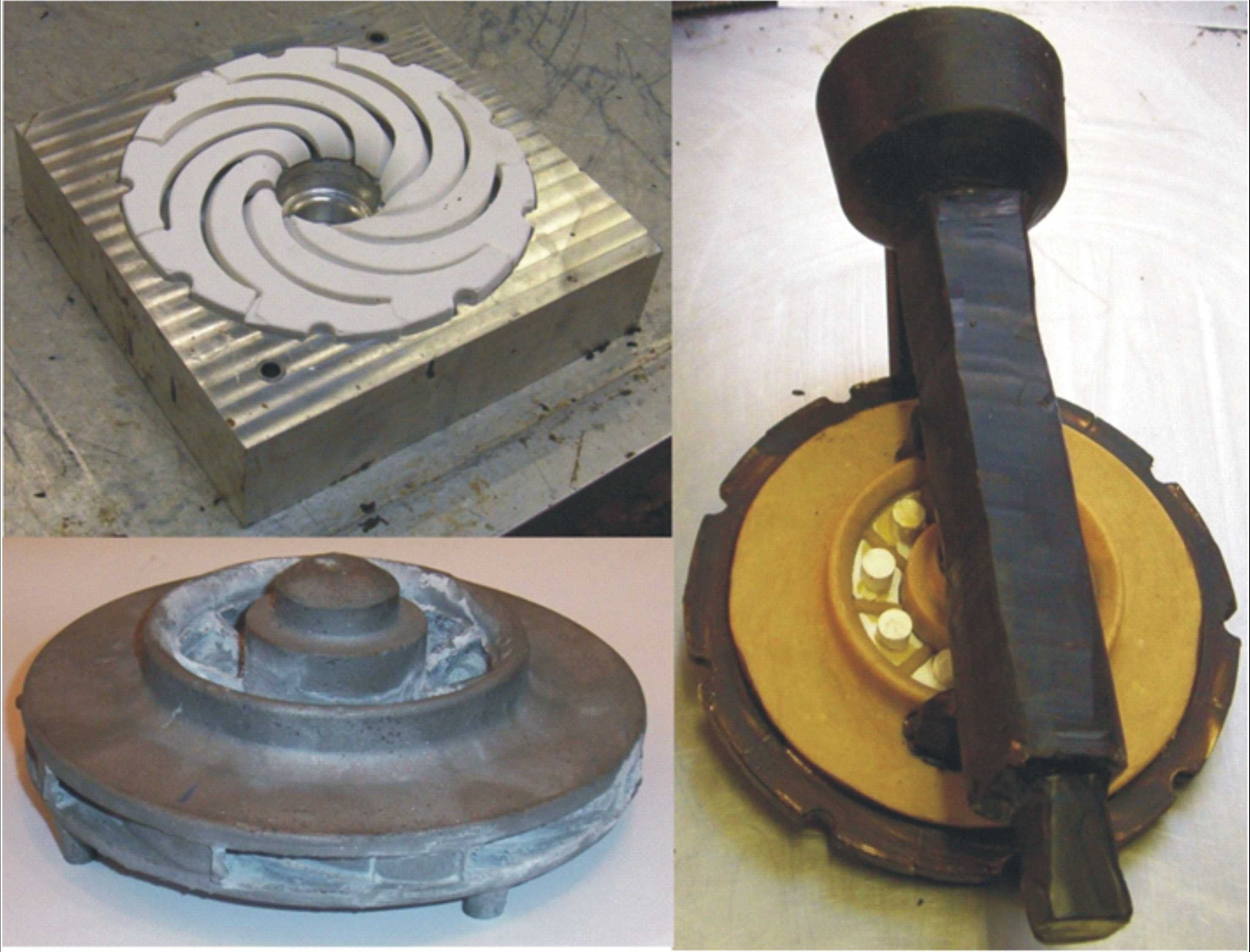
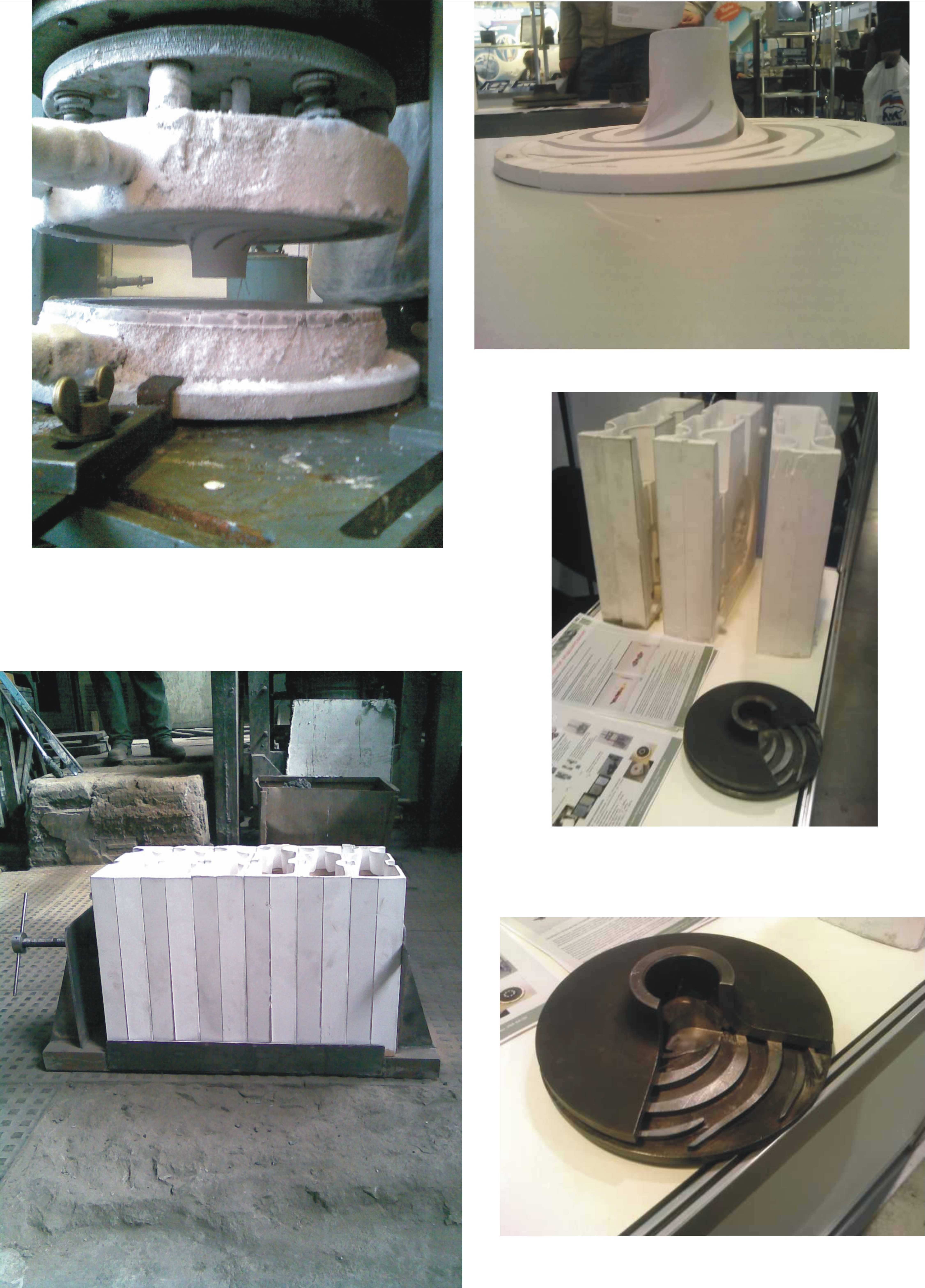
Для условий серийного производства разработан способ изготовления оболочковых двухсторонних форм и оболочковых стержней (рис. 6, 7). Сборку форм осуществляют в вертикальные или горизонтальные стопки.
При выпуске различных типов отливок изучены возможности применения технологии в производствах с различной серийностью, отработаны технологические методы и приемы, параметры процессов и специального оборудования. Изучено качество отливок в отношении размерной точности и шероховатости поверхности, которые характеризуются 5…6 кл. по ГОСТ 53464- и значениями Ra 1,2…3,2 мкм соответственно.
Для условий серийного производства разработан способ изготовления оболочковых двухсторонних форм и оболочковых стержней (рис. 6, 7). Сборку форм осуществляют в вертикальные или горизонтальные стопки.
1 – Оболочковая двухсторонняя форма;
2 – Стержень;
3 – Опорный наполнитель;
4 – Поддон.
Рисунок 6. Схема сборки форм в горизонтальную стопку.
Разработаны базовые образцы специального оборудования. Решен один из наиболее важных вопросов промышленного применения технологии – охлаждение формообразующей оснастки. Создана низкотемпературная автоматическая холодильная машина, обеспечивающая минимальные потери тепла и хорошее управление процессом замораживаний суспензий. Разработано механизированное оборудование для изготовления форм и стержней по оснастке с вертикальной и горизонтальной линиями разъема. Конструкция оборудования при минимальной доработке позволяет перевести производство изделий в автоматизированный режим.
Процесс изготовления керамических изделий методом замораживания водных вяжущих суспензий включает небольшое количество технологических операций из кинематически простых движений. В основе отверждения формовочных материалов лежат легко контролируемые и управляемые физические процессы. Подвижные суспензии не требуют применения существенных усилий при заполнении модельной оснастки. Все это позволяет снизить металлоемкость оборудования, сократить уровень шума при эксплуатации, упростить и удешевить системы контроля и управления.
В отношении области применения технологии для литейного производства следует в первую очередь выделить изготовление отливок массой до 30…50 кг с повышенными требованиями к размерной точности и шероховатости поверхности из различных марок литейных сплавов в условиях серийного производства. В качестве примера, заслуживают внимания литые заготовки рабочих колес и направляющих аппаратов для центробежных насосов, где важным критерием является качество проточной части.
Следует отметить, что керамические стержни, изготовленные замораживанием водных вяжущих суспензий, хорошо сочетаются с другими известными способами формовки, обеспечивая им определенные преимущества. Например, при литье по выплавляемым моделям трудности с послойным нанесением огнеупорной оболочки в отверстиях, углублениях и т.п. можно устранить применением керамических стержней. Стержни могут быть изготовлены из того же огнеупорного материал с практически одинаковой прочностью, что и форма. При этом исключаются проблемы обусловленные различием коэффициентов термического расширения.
В сочетании с вакуум-пленочной формовкой керамические стержни улучшают качество внутренних полостей в отливках. Керамический оболочковый стержень выбивается из отливки кусками и легко отделяется от формовочного песка. Единица массы керамического стержня стоит дороже песчано-смоляного, но сам оболочковый стержень в 3..5 раз легче и не требует противопригарного покрытия.
Привлекательной является возможность применения различных огнеупорных материалов в рамках единого процесса без изменения параметров технологии и переналадки оборудования. Теплопроводность кварцевой керамики, например, в ~20 раз меньше теплопроводности корундовой. Набором стержней и форм с различными теплофизическими параметрами допустимо в определенных пределах управлять затвердеванием отливок.
Кроме литейных форм и стержней метод замораживания водных вяжущих суспензий может найти применение в производстве керамических элементов литниковых систем, теплоизолирующих вставок прибылей, фильтров и т.п.
Процесс изготовления керамических изделий методом замораживания водных вяжущих суспензий включает небольшое количество технологических операций из кинематически простых движений. В основе отверждения формовочных материалов лежат легко контролируемые и управляемые физические процессы. Подвижные суспензии не требуют применения существенных усилий при заполнении модельной оснастки. Все это позволяет снизить металлоемкость оборудования, сократить уровень шума при эксплуатации, упростить и удешевить системы контроля и управления.
В отношении области применения технологии для литейного производства следует в первую очередь выделить изготовление отливок массой до 30…50 кг с повышенными требованиями к размерной точности и шероховатости поверхности из различных марок литейных сплавов в условиях серийного производства. В качестве примера, заслуживают внимания литые заготовки рабочих колес и направляющих аппаратов для центробежных насосов, где важным критерием является качество проточной части.
Следует отметить, что керамические стержни, изготовленные замораживанием водных вяжущих суспензий, хорошо сочетаются с другими известными способами формовки, обеспечивая им определенные преимущества. Например, при литье по выплавляемым моделям трудности с послойным нанесением огнеупорной оболочки в отверстиях, углублениях и т.п. можно устранить применением керамических стержней. Стержни могут быть изготовлены из того же огнеупорного материал с практически одинаковой прочностью, что и форма. При этом исключаются проблемы обусловленные различием коэффициентов термического расширения.
В сочетании с вакуум-пленочной формовкой керамические стержни улучшают качество внутренних полостей в отливках. Керамический оболочковый стержень выбивается из отливки кусками и легко отделяется от формовочного песка. Единица массы керамического стержня стоит дороже песчано-смоляного, но сам оболочковый стержень в 3..5 раз легче и не требует противопригарного покрытия.
Привлекательной является возможность применения различных огнеупорных материалов в рамках единого процесса без изменения параметров технологии и переналадки оборудования. Теплопроводность кварцевой керамики, например, в ~20 раз меньше теплопроводности корундовой. Набором стержней и форм с различными теплофизическими параметрами допустимо в определенных пределах управлять затвердеванием отливок.
Кроме литейных форм и стержней метод замораживания водных вяжущих суспензий может найти применение в производстве керамических элементов литниковых систем, теплоизолирующих вставок прибылей, фильтров и т.п.
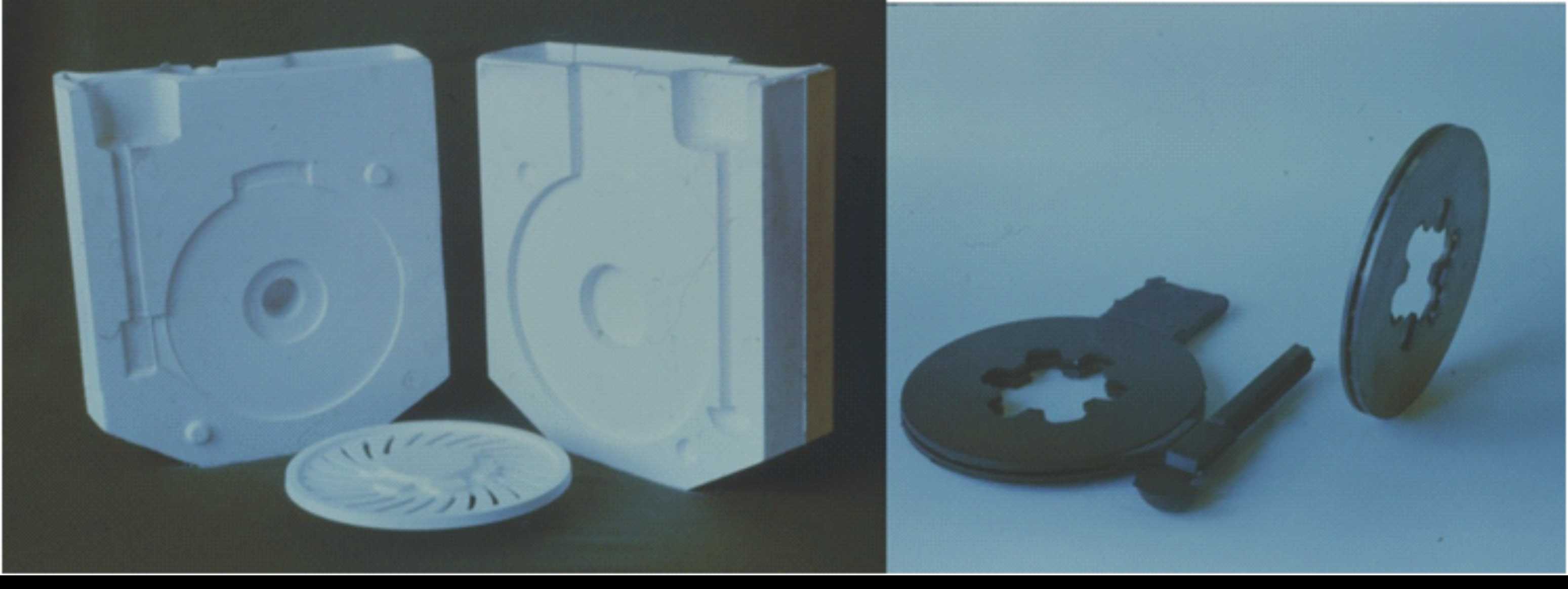
Рисунок 7. Оболочковые двухсторонние формы, стержень, отливка и деталь «тормозной диск»
ПРИМЕРЫ ОТЛИВОК
Рабочее колесо центробежного насоса из 10Х18Н9Л по выплавляемым моделям со стержнями по НТФ-процессу.
Модельная оснастка и керамические полуформы отливки флюгера
Полуформа с установленным каркасом
Литая заготовка флюгера
Стержневой ящик, стержень, формы, формы в сборе, отливка "рабочее колесо"
Есть вопросы?