Литейное производство
СЕРГЕЙ ГЛЕБОВ
СЕРГЕЙ ГЛЕБОВ
Вакуумно-пленочная формовка
Вакуумно-пленочная формовка (ВПФ), V-process, вакуумная формовка впервые была продемонстрирована на выставке литейного оборудования «GIFA - 74» в Дюссельдорфе японской фирмой «Sintokogio». Вопросы теории и практики литья в сухие песчаные формы без связующего, изготовленные вакуумной формовкой хорошо изучены в Японии и СССР в рамках различных научно-исследовательских и опытно-конструкторских работ. Большой объем работ по исследованию вакуумной формовки и проектированию для неё оборудования, включая механизированные поточные линии, был произведён под руководством Валентина Петровича Кузнецова в Центральном научно-исследовательском институте материалов (ЦНИИМ). Многие работы ЦНИИМа носили закрытый характер, что не позволило ознакомить с их результатами широкий круг литейщиков. Из-за недостатка информации, отношение к этому способу складывалось скорее негативное.
Благодаря активным действиям компании HWS-Sinto, многие предприятия в России, и не только в России, внедрили этот способ для производства широкой номенклатуры отливок. Волна позитивной информации о вакуумной формовке, сопутствующая продажам и внедрению оборудования HWS схлынула. Количество публикаций сократилось. Наступили трудовые будни.
Самыми масштабными внедрениями вакуумно-пленочной формовки с немецким оборудованием можно считать автоматизированные линии по производству крупного вагонного литья в Чебоксарах, Саранске и Тихвине.
Как у нас повелось за последние 2…3 десятка лет, сначала покупаем оборудование, а потом пытаемся приспособить технологию. Крупные вагонные отливки, боковые рамы и надрессорные балки тележек грузовых вагонов, очень сложны в достижении предъявляемых к ним технических требований. Большие линейные размеры при относительно тонких стенках, коробчатые сечения и множество термических узлов создают хорошие условия для формирования литейных дефектов. С какими же трудностями сталкиваются технологи при освоении производства этих отливок вакуумной формовкой при ограниченных оборудованием возможностях для манёвра?
Современные компьютерные технологии позволяют моделировать литейные процессы с результатами достаточно близкими к реальным условиям литья. Но если для моделирования процессов затвердевания и охлаждения отливок в форме, изготовленной вакуумной формовкой можно воспользоваться модулями расчетов для сухих песчаных форм, например ХТС, с небольшой корректировкой, то расчеты заполнения форм металлом требуют отдельного подхода. Разрежение в полости формы при её заполнении существенно влияет на ход течения металла, а соответственно и на распределение температурных полей на момент окончания заливки.
Особенностью вакуумной формовки является необходимость непрерывного поддержания давления в форме (в песке), чтобы разность давлений в форме и в её рабочей полости была достаточной для предотвращения разрушения формы. При заполнении полости формы жидким металлом происходит деструкция герметизирующей пленки, удаление воздуха из полости формы и, соответственно, повышение давления в форме. Поступление в полость формы воздуха из атмосферы для поддержания разности давлений обеспечивается за счет выпоров. В тех случаях, когда давление в полости формы и в формовочном песке выравнивается, происходит частичное или полное разрушение формы. На качество заполнения формы металлом влияют:
- газопроницаемость формовочной смеси (уплотненного песка);
- наличие слоя противопригарного покрытия и его свойства;
- скорость и площадь деструкции герметизирующей синтетической плёнки;
- состояние воздушных фильтров и клапанов в опоках;
- производительность вакуумных насосов.
В связи с этим, конструкция литниковой системы при изготовлении отливок вакуумной формовкой может отличаться от аналогичной системы при литье в формы со связующим. Важность более ответственного подхода к проектированию литниковой системы для вакуумной формовки хорошо иллюстрируется двумя вариантами заполнения формы (Рис.1).
Благодаря активным действиям компании HWS-Sinto, многие предприятия в России, и не только в России, внедрили этот способ для производства широкой номенклатуры отливок. Волна позитивной информации о вакуумной формовке, сопутствующая продажам и внедрению оборудования HWS схлынула. Количество публикаций сократилось. Наступили трудовые будни.
Самыми масштабными внедрениями вакуумно-пленочной формовки с немецким оборудованием можно считать автоматизированные линии по производству крупного вагонного литья в Чебоксарах, Саранске и Тихвине.
Как у нас повелось за последние 2…3 десятка лет, сначала покупаем оборудование, а потом пытаемся приспособить технологию. Крупные вагонные отливки, боковые рамы и надрессорные балки тележек грузовых вагонов, очень сложны в достижении предъявляемых к ним технических требований. Большие линейные размеры при относительно тонких стенках, коробчатые сечения и множество термических узлов создают хорошие условия для формирования литейных дефектов. С какими же трудностями сталкиваются технологи при освоении производства этих отливок вакуумной формовкой при ограниченных оборудованием возможностях для манёвра?
Современные компьютерные технологии позволяют моделировать литейные процессы с результатами достаточно близкими к реальным условиям литья. Но если для моделирования процессов затвердевания и охлаждения отливок в форме, изготовленной вакуумной формовкой можно воспользоваться модулями расчетов для сухих песчаных форм, например ХТС, с небольшой корректировкой, то расчеты заполнения форм металлом требуют отдельного подхода. Разрежение в полости формы при её заполнении существенно влияет на ход течения металла, а соответственно и на распределение температурных полей на момент окончания заливки.
Особенностью вакуумной формовки является необходимость непрерывного поддержания давления в форме (в песке), чтобы разность давлений в форме и в её рабочей полости была достаточной для предотвращения разрушения формы. При заполнении полости формы жидким металлом происходит деструкция герметизирующей пленки, удаление воздуха из полости формы и, соответственно, повышение давления в форме. Поступление в полость формы воздуха из атмосферы для поддержания разности давлений обеспечивается за счет выпоров. В тех случаях, когда давление в полости формы и в формовочном песке выравнивается, происходит частичное или полное разрушение формы. На качество заполнения формы металлом влияют:
- газопроницаемость формовочной смеси (уплотненного песка);
- наличие слоя противопригарного покрытия и его свойства;
- скорость и площадь деструкции герметизирующей синтетической плёнки;
- состояние воздушных фильтров и клапанов в опоках;
- производительность вакуумных насосов.
В связи с этим, конструкция литниковой системы при изготовлении отливок вакуумной формовкой может отличаться от аналогичной системы при литье в формы со связующим. Важность более ответственного подхода к проектированию литниковой системы для вакуумной формовки хорошо иллюстрируется двумя вариантами заполнения формы (Рис.1).
Рисунок 1. Вариант 1

Рисунок 1. Вариант 2

В представленных вариантах размеры и соотношения размеров элементов литниковых систем одинаковые. В первом случае шлаковик широкой стороной расположен вертикально, а во втором – горизонтально. В варианте 1, на первых секундах заполнения полости формы металл растекается по внешним сторонам отливок, нарушая принцип равномерности заполнения, чего нет в варианте 2. В результате неравномерности потока, при заполнении горизонтальных стенок отливки могут формироваться воздушные ловушки (рис. 2).
Рисунок 2.
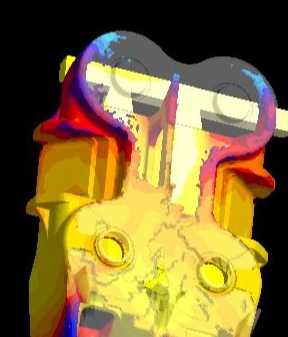
При литье в формы со связующим, захваченный таким образом воздух выдавливается металлом в поры формы или выносится в полости с вертикальными или наклонными стенками. Но в случае с вакуумной формовкой всё может происходить иначе.
Понятно, что герметизирующая синтетическая плёнка в местах формирования подобных воздушных ловушек очень быстро исчезает. Также быстро откачивается и воздух из ловушки. Давление в ловушке и в форме (в песке) выравнивается. Заполнить полость стремятся жидкий металл и песок, что быстрее. Результат определяется совокупностью перечисленных выше факторов. Если первым оказывается формовочный песок, то засор в отливке обеспечен. Хорошо, если он появится в зонах, где допускаются разделка и заварка дефектов. Кстати, песчаные засоры могут появляться и из-за размыва литниковой системы по тем же причинам.
В пользу металла могут сработать хорошее противопригарное покрытие и плохая газопроницаемость формы. Оборудование для вакуумной формовки снабжается вакуумными насосами, обеспечивающими требуемое разрежение в формах при расчетной производительности оборудования и расчетном объёме откачки воздуха. Расчеты производительности вакуумных насосов проводят для формовочного песка с основной фракцией 100 мкм, оптимальной для вакуумной формовки.
Увеличение основной фракции формовочного песка, например из-за его смешивания с более крупным стержневым песком при выбивке, приводит к увеличению объема откачиваемого воздуха для поддержания требуемого разрежения. Важно, что объем откачиваемого воздуха обратно пропорционален квадрату номера размера зерна основной фракции песка.
Не достаточная производительность вакуумных насосов, как отмечалось выше, приводит к частичному или полному разрушению формы.
«Кто берется за частные вопросы, без предварительного решения общих, тот неминуемо будет на каждом шагу бессознательно для себя «натыкаться» на эти общие вопросы».
В.И. Ленин
Без обеспечения оптимального зернового состава формовочного песка и соответствующей производительности вакуумных насосов не реально добиться стабильного качества отливок.
Понятно, что герметизирующая синтетическая плёнка в местах формирования подобных воздушных ловушек очень быстро исчезает. Также быстро откачивается и воздух из ловушки. Давление в ловушке и в форме (в песке) выравнивается. Заполнить полость стремятся жидкий металл и песок, что быстрее. Результат определяется совокупностью перечисленных выше факторов. Если первым оказывается формовочный песок, то засор в отливке обеспечен. Хорошо, если он появится в зонах, где допускаются разделка и заварка дефектов. Кстати, песчаные засоры могут появляться и из-за размыва литниковой системы по тем же причинам.
В пользу металла могут сработать хорошее противопригарное покрытие и плохая газопроницаемость формы. Оборудование для вакуумной формовки снабжается вакуумными насосами, обеспечивающими требуемое разрежение в формах при расчетной производительности оборудования и расчетном объёме откачки воздуха. Расчеты производительности вакуумных насосов проводят для формовочного песка с основной фракцией 100 мкм, оптимальной для вакуумной формовки.
Увеличение основной фракции формовочного песка, например из-за его смешивания с более крупным стержневым песком при выбивке, приводит к увеличению объема откачиваемого воздуха для поддержания требуемого разрежения. Важно, что объем откачиваемого воздуха обратно пропорционален квадрату номера размера зерна основной фракции песка.
Не достаточная производительность вакуумных насосов, как отмечалось выше, приводит к частичному или полному разрушению формы.
«Кто берется за частные вопросы, без предварительного решения общих, тот неминуемо будет на каждом шагу бессознательно для себя «натыкаться» на эти общие вопросы».
В.И. Ленин
Без обеспечения оптимального зернового состава формовочного песка и соответствующей производительности вакуумных насосов не реально добиться стабильного качества отливок.
Есть вопросы?